
Polymaker PolySonic PLA: rychlý tisk ve vysoké kvalitě
V posledních letech jsme byli svědky poměrně výrazných změn v rychlosti 3D tisku. Pro přizpůsobení filamentů specifikacím vysokorychlostních tiskáren se však mnoho neudělalo. Nyní máme tiskárny, které mohou snadno tisknout rychlostí přes 500 mm/s, a přesto stále používáme tradiční PLA. Tradiční PLA však ne vždy dobře funguje při vysokých rychlostech průtoku.
Náš vlastní ecoPLA dokáže tisknout rychlostí 500 mm/s bez jakýchkoli problémů. Nicméně 500 mm/s neznamená vždy 500 mm/s. Mnoho tiskáren dokáže tisknout rychlostí 500 mm/s, pokud model není příliš složitý. U složitých modelů s mnoha tiskovými pohyby nebo strmými tvary je omezena schopnost tiskárny zrychlit na maximální dosažitelnou rychlost, aby byla zajištěna slušná kvalita.
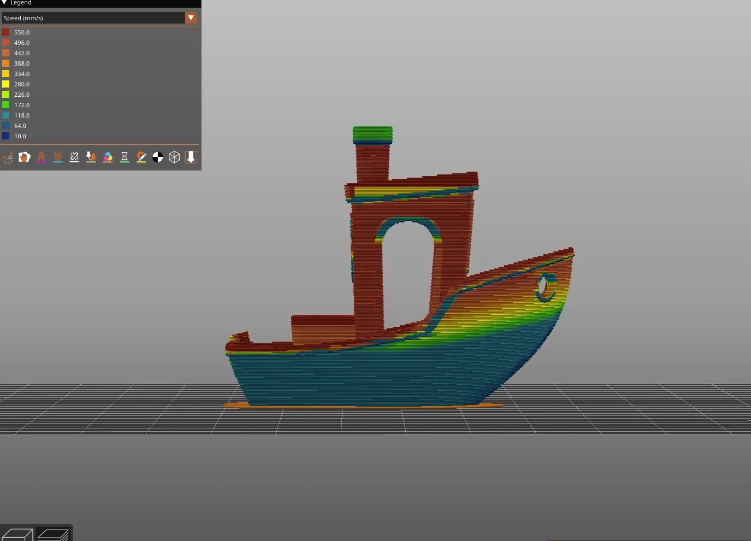
Podívejte se na tento obrázek. Máme zde klasický model Benchy s maximální rychlostí 550 mm/s. Vše, co je vyznačeno červeně, je při maximální rychlosti, ale jsou zde i jiné hodnoty rychlosti. Rychlost jsme zde omezili z důvodu kvality. Všimněte si modré barvy, která představuje strmý převis na přídi. Převisy jsou zabijákem kvality, vrstvy zde nejsou umístěny přímo nad předchozí vrstvou, ale pod úhlem. To znamená, že nejsou zcela stabilní a při chlazení dílů je třeba je co nejrychleji zpevnit, jinak se při nanášení další vrstvy trochu pohnou, což má za následek špatnou kvalitu. Zde jsme snížili rychlost, aby se chlazení vytištěných dílů mohlo provádět správně.
Pokud Vaše tiskárna omezuje rychlost, protože nezvládá vysoké zrychlení, může se stát podobná věc a první, co se sníží, je rychlost v úzkých zatáčkách. Podívejte se, co může vysoká rychlost udělat s Vaším oblíbeným Benchy:

Oba tyto scénáře způsobují další problém. Čím déle zůstává filament v hotendu (tj. při nižších rychlostech), tím více tepla může absorbovat z topného bloku. To je sice z hlediska průtoku dobrá věc, ale ve skutečnosti to vede k zajímavému efektu. Teplejší filament vypadá lesklejší, chladnější filament vypadá matněji. A když se tyto efekty zkombinují, může to vést k pruhovanému efektu, tzv. "shark skin" (žraločí kůže) na hotovém výtisku, což nevypadá příliš dobře. Na následujícím obrázku můžete vidět, co máme na mysli: jedna polovina byla vytištěna rychlostí 100 mm/s a druhá rychlostí 500 mm/s, jedna je lesklá a druhá matná, kontrast je jasně viditelný.

Takže nyní víme, že vysoké rychlosti mohou ovlivnit výsledek tisku tím, že filament nemá dostatek času na vychladnutí a vznikají nevzhledné artefakty, když vysoké rychlosti prostě nejsou možné kvůli geometrii modelu.
PLA obecně nepatří mezi filamenty, které se snadno ochlazují. Tento problém nemá mnoho filamentů. Od počátku používání PLA v 3D tiskárnách jsme vždy vyžadovali 100% chlazení, na rozdíl od PETG, ABS, ASA a dalších, které vyžadují maximálně 50% chlazení nebo v některých případech vůbec žádné chlazení.
Zřejmým řešením je lepší chladicí systém. Protože však vysokorychlostní tiskárny nemají rády dodatečnou hmotnost pohyblivých komponent (v případě dodatečných nebo robustnějších ventilátorů), není to vždy výhodné. Některé tiskárny mají nyní ventilátory na rámu místo tiskové hlavy, aby se snížila hmotnost. Tiskárny řady Neptune 4 mají ventilátory na portálu, které se pohybují pouze s motory osy Z při změnách posunu a Z-Hops, jiné tiskárny, například tiskárny Voron, mohou přidat ventilátory CPAP, což jsou výkonné vzdálené ventilátory, které směřují vzduch hadicí k tiskové hlavě. Ty jsou však stále raritou, většina tiskáren má ventilátory stále na tiskové hlavě. I s dodatečným větráním je jejich účinnost v konečném důsledku omezená.
A i když je problém s chlazením vyřešen, stále můžeme mít problém s proměnlivou rychlostí podávání, která způsobuje pruhovaný efekt na vytištěném kusu.
Co tedy ještě můžeme udělat? Co takhle upravit filament, který lze chladit snadněji a účinněji a u kterého není patrná změna barvy při různých rychlostech podávání? Zdá se, že něco takového už máme.
Polymaker PolySonic PLA
Nový PolySonic PLA od společnosti Polymaker je vhodný pro aplikace s vysokým průtokem. Dokáže tisknout rychlostí až 29 mm³/s. To znamená, že pokud tisknete s tryskou o průměru 0,4 mm, můžete dosáhnout rychlosti až 500 mm/s, pokud tisknete s výškou vrstvy 0,14 mm nebo méně. Pokud chcete tisknout kvalitně a vysokou rychlostí, je tento filament určen právě pro Vás.
Především je PolySonic filament s vysokým průtokem. Rychle se taví v hotendu, což je přesně to, co potřebujete pro vysoký průtok. Filament by se měl co nejrychleji roztavit a snížit svou viskozitu, aby se minimalizoval odpor, který by mohl způsobit klopýtnutí krokového motoru a ztrátu kroků. Na druhou stranu může také rychleji odvádět teplo díky své rychlé absorpci tepla, takže chlazení je účinnější. Ačkoli jsou k dispozici i jiné filamenty s vysokým průtokem, PolySonic je navržen pro vysokou kvalitu při vysoké rychlosti a na rozdíl od těchto filamentů dokáže snadno eliminovat efekt shark skin.
Testovali jsme jej na naší tiskárně Anycubic Kobra 2 Pro, která dokáže tisknout při zrychlení 20K až 500 mm/s, což je velmi působivé, zejména s ohledem na její cenu.
Chtěli jsme tento filament dotlačit do extrému a za 13 minut se nám podařilo vytisknout Benchy v docela slušné kvalitě. Nutno říci, že jsme opravdu tlačili na hranici možností, náš průtok byl 30 mm³/s, takže jsme byli těsně nad limitem - viz zde.
Testovali jsme také náhlou změnu rychlosti filamentu, abychom ukázali, jak dobře si poradí se shark skin, a toto je výsledek.

Tak jako předtím, jedna polovina je 100 mm/s a druhá polovina je 500 mm/s. Absolutně žádná změna barevného tónu, efekt shark skin je zcela odstraněn.
Rozhodli jsme se také provést realističtější test na tiskárně Kobra 2 Pro s tímto filamentem, takže jsme provedli nový slicing pro Benchy, abychom odstranili všechny viditelné artefakty z předchozího testu rychlosti. Tisk byl dokončen za 16 minut a toto je výsledek, kterého jsme dosáhli. Žádný efekt shark skin, dobré přesahy, dobré můstky, pěkný rovný komín, vůbec ne špatné. Pokud si chcete prohlédnout celý výtisk, můžete se podívat zde.
V případě, že chcete dosáhnout stejných výsledků na svém modelu Kobra 2 Pro, shromáždili jsme pro Vás kompletní nastavení v tabulce níže.
Nastavení programu Prusa Slicer pro vysokorychlostní Benchy na modelu Kobra 2 Pro s Polymaker PolySonic PLA:
| Layer height | 0.25 mm |
| First layer height | 0.28 mm |
| Perimeters | 2 |
| Horizontal Shells | 2 |
| Infill | 5 % Gyroid |
| Speed | 400 mm/s |
| Dynamic Overhang Speed | Bridges 100 % 25 % Overlap: 2 % 50 % Overlap: 20 % 75 % Overlap: 40 % |
| Travel | 500 mm/s |
| First layer speed | 400 mm/s |
| Max print speed | 500 mm/s |
| Nozzle temperature | 205C |
| Bed temperature | 60C |
| Cooling | 100 % |
| Slow down if layer print time is below | 0 |
| Min. Print Speed | 350 mm/s |
| Custom G-Code | Layer 107: M220 S40 Layer 139: M220 S60 Layer 163: M220 S20 |
Související články
-

Anycubic Kobra 2 Pro
- Dvoujádrový procesor Cortex-A7 s frekvencí 1,2 GHz
- Dual Gear Direct Drive
- Dvojitá osa Y a Z
-

Polymaker PolySonic PLA White, 1,75 mm / 1000 g
- High-Speed filament
- Vysoká rychlost extruze
- Vynikající přilnavost vrstev
-

Polymaker PolySonic PLA Grey, 1,75 mm / 1000 g
- High-Speed filament
- Vysoká rychlost extruze
- Vynikající přilnavost vrstev
-

Polymaker PolySonic PLA Red, 1,75 mm / 1000 g
- High-Speed filament
- Vysoká rychlost extruze
- Vynikající přilnavost vrstev
